


在线客服:李帅
联系人 :李帅
联系电话:13905232917
| 详细参数 | |
|---|---|
| 型号:ATE600 | 类型:重锤式 |
| 测量范围:0-100M | 测量精度:0.08 |
| 额定电压:220V | 输出信号:4-20MA |
| 电源:220 | 材质:304 |
| 加工定制:是 | |
一.概述
ATE600重锤式料位计主要用于测量料仓及各种储料罐中的物料高度, 使用户可靠的掌握料仓中的料位.
应用
◆可用来测量各种复杂环境料仓的料位,包括粉状,颗粒状及块状物料等介质.
◆广泛应用于化工,***,冶金,水电,水泥,塑料,采矿及其他工业领域.
总览
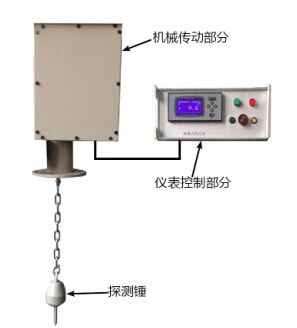
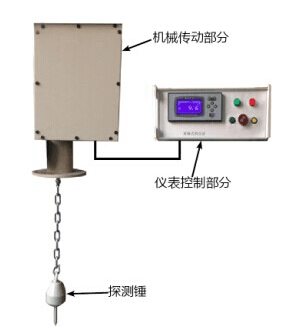
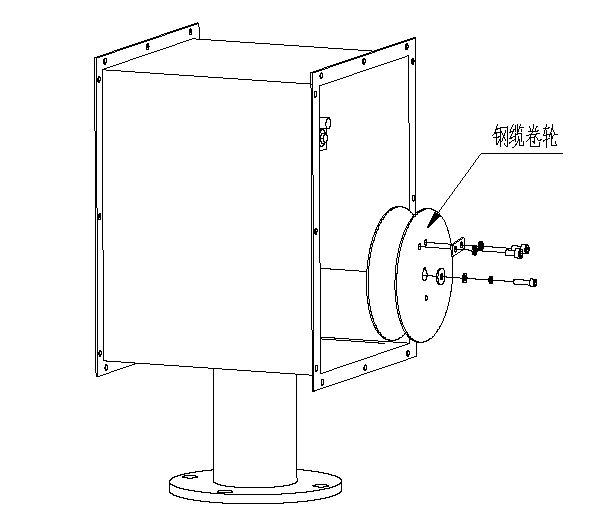
◆重锤式料位计由机械传动部分,仪表控制部分,探测锤三部分组成(如图)
特点
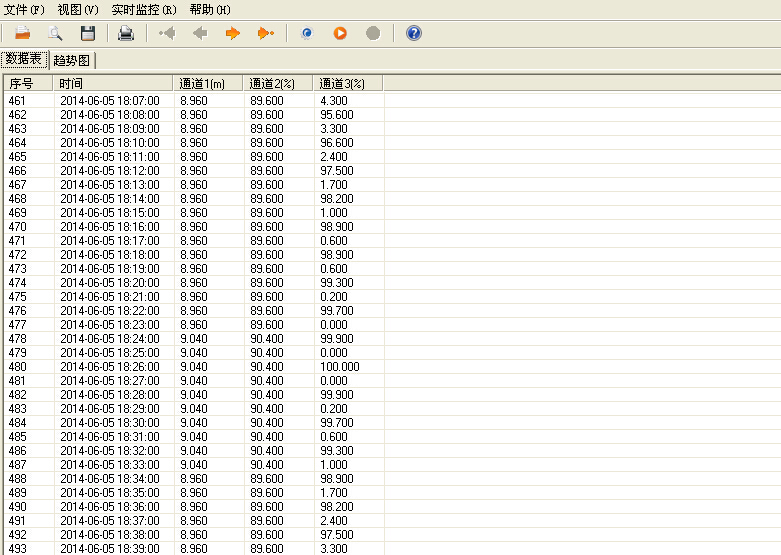
◆设计结构新颖,功能强大.可实现24小时自动测量,数据即时保存,U盘导出
◆埋锤,钢丝绳断裂,电机异常的故障报警输出
◆4~20mA远传,RS485通信功能
◆安装调试简单,运行可靠,维护量小
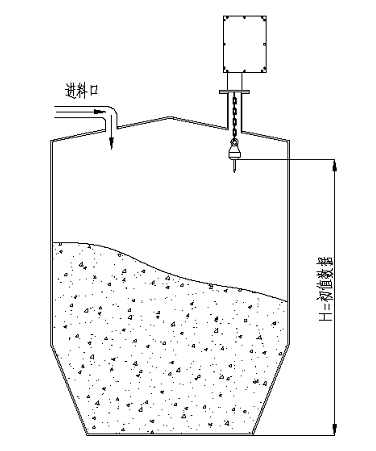
原理
当仪表控制部分接收到探测命令时,机械传动部分内部的电机便开始运行,带动探测锤下降并进入料仓内部,当探测锤接触到物料表面时,电机便会立刻反转,将探测锤收回,直至顶部停止位置,至此一次探测周期完成.
在此过程中,机械传动部分内部的接近传感器会根据探测锤的下降距离,将脉冲信号传至仪表控制部分,此时在仪表控制部分的数显智能仪表便会***显示当前物料的具体高度数值.
二.外观尺寸
机械传动部分外观尺寸
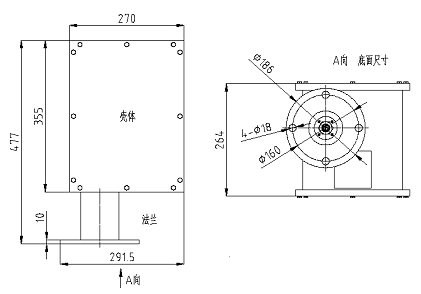
◆法兰连接适用于DN80法兰,如需其它规格法兰可定制
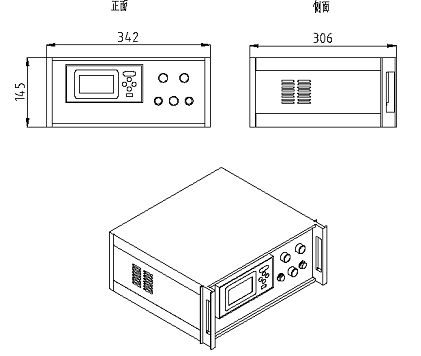
仪表控制部分外观尺寸
三. 技术参数
机械传动部分
◆测量范围:0-100M
◆测量精度: ±0.08m
◆测量速度: 0.15m/s
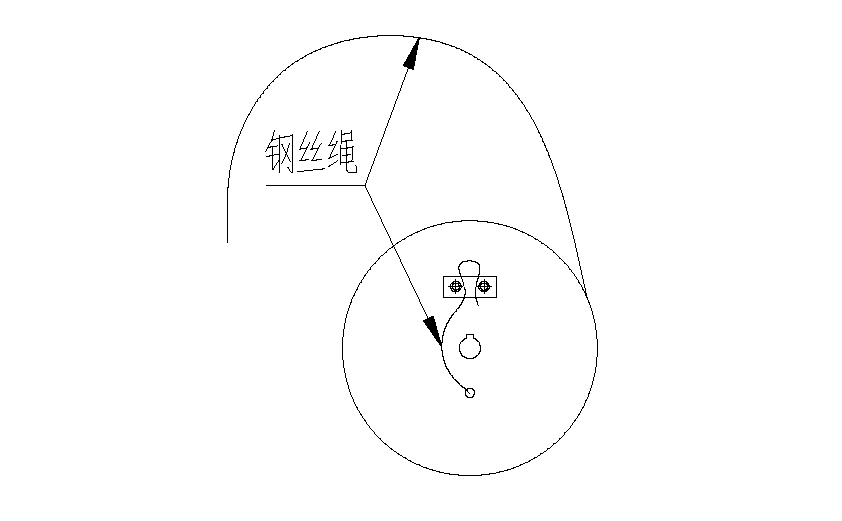
◆钢丝绳直径: 2mm
◆钢丝绳材质: 304不锈钢
◆探测锤重量: 2Kg
◆整机重量: 30Kg
仪表控制部分
◆供电电压: AC220V,50Hz
◆功耗: 75W
◆信号输出: 4~20mA
◆显示: 4位LCD
◆重量: 3Kg
操作条件
◆环境温度: -5℃~+60℃
◆最小介质密度: 300g/L (更小密度需定制)
◆最小测量时间间隔:
测量高度 5m à 3min
测量高度 10m à 6min
测量高度 20m à 12min
测量高度 30m à 18min
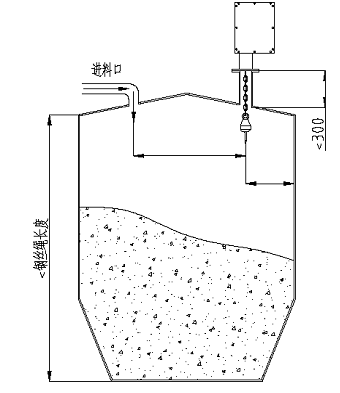
四.安装
◆机械传动部分安装于料仓顶端,仪表控制部分必须安装于中控室或其他室内场所.
◆机械传动部分必须垂直安装于料仓顶部,允许***偏角为2°
◆安装位置须远离进料口
◆安装位置须与仓壁保持一定距离
◆钢管长度须短于300mm
◆钢丝绳选型长度须大于料仓高度
◆若料仓满仓时,必须确保探测锤与物料保持至少100mm的距离
五.接线
◆将机械传动部分的后盖打开,然后将电缆线穿过电缆接头接入箱内
◆将机械传动部分10个接线端子与仪表控制部分的10个接线端子一一对应接线,(即1对1,2对2…10对10),切勿接错!!
◆仪表控制部分第11脚为4~20mA正极, 第12脚为4~20mA负极
◆电缆线长度须小于500米.
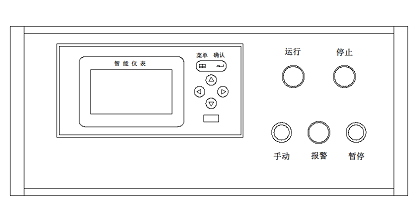
六.调试
◆绿色指示灯:运行灯,表示探测锤处于探测状态,此时严禁加料.
◆红色指示灯:停止灯,表示探测锤处于顶部停止位置,此时可加料,加料前须将暂停按钮保持为弹起状态.
◆绿色按钮:手动按钮,长按3秒钟即可让设备开始一次探测.
◆黄色按钮:暂停按钮,正常运行时需使按钮处于压下状态;当料仓需要加物料时,将黄色按钮按起,使按钮处于弹起状态,此时设备将停止自动运行.
.
◆正常运行时,设备会根据用户设定的定时间隔,自动测量.
数显智能仪表使用方法:
◆使用数显智能仪表前请仔细阅读本说明,切勿随意操作,以防数据出错,导致设备故障.
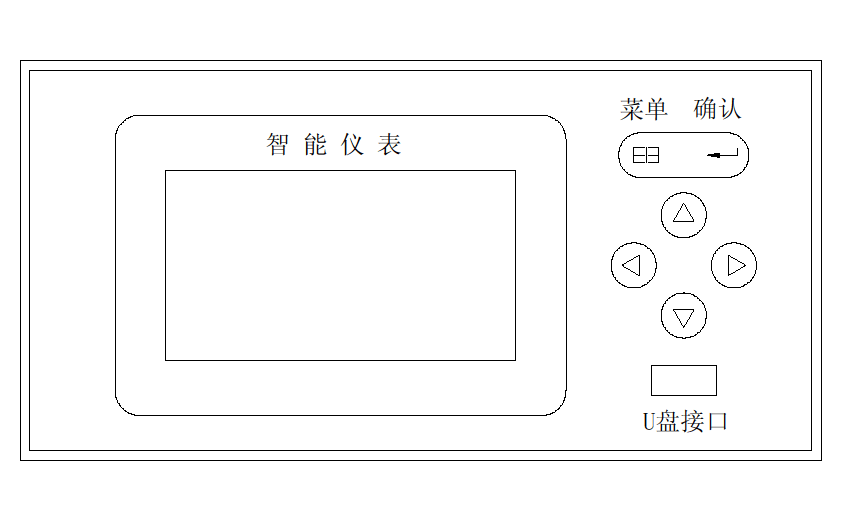
| 符号 | 名称 | 功能 |
| 菜单键 | 切换主显示页面或小数点位数等 | |
| 确认键 | 确认输入 | |
| 向左键 | 切换通道或向前移动光标等 | |
| 向右键 | 切换时标或向后移动光标等 | |
| 向上键 | 切换选择或调整数据等 | |
| 向下键 | 切换选择或调整数据等 | |
| 组合键 | 进入组态界面 |
| 序号 | 名 称 | 单位 | 数量 | 备注 |
| 1 | 机械传动部分(含探测锤) | 台 | 1 | |
| 2 | 仪表控制部分 | 台 | 1 | |
| 3 | AC220V电源线 | 根 | 1 | |
| 4 | 说明书 | 本 | 1 | |
| 5 | 产品合格证/保修卡 | 份 | 1 | |
| 6 | 上位机软件(光盘) | 个 | 1 | |
| 7 | U盘 | 个 | 1 | 可选配件 |
| 8 | 钢丝绳 | 根 | 1 | 可选配件 |




